After reading this What Affects the Cooling Efficiency of the Mold article. You will know the three main matters that affect the cooling efficiency of the mold.
Why the affects the cooling efficiency of the mold is important?
With the rapid development of the social economy, our lives are almost inseparable from the convenience brought by plastic injection molded parts. The quality standards for plastic products are becoming stricter and more refined.
The control of mold temperature is an important consideration in the injection molding process. Not only will it be reflected in the performance and appearance of the product, but the production efficiency of the product will also have a great relationship with the control of mold temperature.
In injection molding, about 80% of a product’s time is used to reduce heat in the mold and cool the product. When the mold temperature is too low, it will cause defects such as scratches, cracks, and cold lines.
At this time, a heating system is required to control the injection mold to reach a certain temperature, thereby improving the fluidity of the material and the cooling rate of the mold.
The control of mold temperature should be adjusted according to the material performance, working environment, plastic injection mold structure, quality requirements, etc.
After the mold is thermostated, the stability and consistency of the product must be guaranteed during mass production.
What 3 factors affect the cooling efficiency of the mold?
Mainly through the following factors that affect the mold temperature:
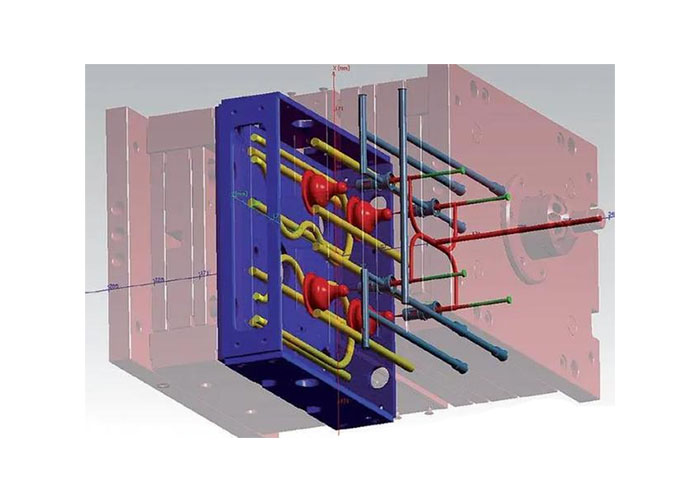
Design and layout of water channels inside the injection mold
1) The cooling pipe should be close to the shape of the glue level surface. The optimal distance between the cooling pipe and the glue level surface of the product should be 10-15mm to ensure that the injection mold can quickly transfer the temperature.
2) When the height difference of the glue level surface is large or the glue level is thick, it is necessary to drain well to ensure the temperature of each area of the injection mold is consistent.
3) When designing the water channel, the diameter of the head of the water nozzle is larger than the diameter of the water channel to ensure that the excess water circulation inside and outside the injection mold is the same.
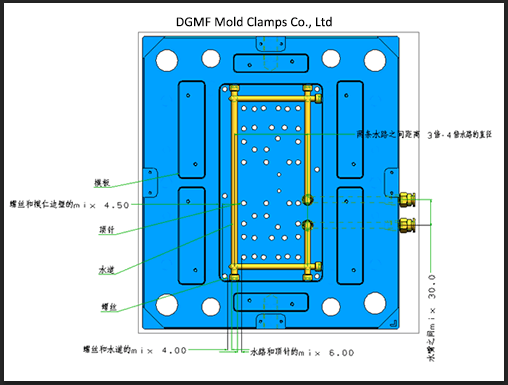
For waterways with a diameter of 6, it is better to use 1/8 nozzles, for waterways with a diameter of 8 it is better to use 1/4 water nozzles, for water channels with a diameter of 10 it is better to use 3/8 water nozzles with a diameter of 12 It is best to use a 1/2 water nozzles.
4) The pipes are evenly arranged, the distance between the pipes cannot be too far or too close, and the distance between the pipes and the pipes is 3 to 4 times the diameter of the waterway. Then the cooling effect is the best.
5) When processing the water channel, it is usually processed by a rocker drill, and the processing error is relatively large. It should be noted that the distance of the water channel from the insert, thimble, and screw must be at least 4mm to prevent the water channel from breaking the hole.
6) When using water as a medium to control the temperature of the mold, after the production is completed, the residual water in the mold water channel should be cleaned up in time to prevent the pipe from rusting and corroding and the scale from clogging the pipeline, reducing the plastic injection mold transfer effect and cooling rate.
7) The number of serial channels of the surrounding water channel should not be too many. Under the premise of the structure, the diameter of the water hole should be the maximum. When the mold water circuit is circulated, the inlet and outlet water are best controlled at 3℃-5℃.
The temperature of the medium used to cool the injection mold
Nowadays, there are more and more types of plastics. Different manufacturers have different raw material fillers and ratios. The materials have different thermal conductivity, thermal deformation temperature, and specific heat capacity. In production, manufacturers need to provide data. There are many mold temperature ranges of materials on the network.
In actual production, the choice of mold temperature should be based on the process card and work experience as a reference, maintaining a constant production cycle and cooling time, and applying mold temperature according to actual production conditions and quality requirements. There is no uniformity and planning.
There are two main types of mold temperature control
Water chiller
During mass production, the temperature of the injection mold will increase with the opening and closing of the injection mold. If only the circulating water is used, it can only play the role of cooling, and the water temperature cannot be accurately controlled, so cold water is added at this time.
Lowering the mold temperature can shorten the cycle and increase productivity. The control accuracy is around 5 degrees.
Thermostat
The thermostat uses oil or water as the medium, which has the effect of increasing and stabilizing the mold temperature. During mass production, the mold temperature exceeds the set temperature value of the controller. The controller of the thermostat opens the water inlet pipe and cools the mold until the set value.
When the mold temperature is lower than the set value of the thermostat, the controller will turn on the heating system and raise the mold temperature. The control precision of the thermostat is 0.1 ℃, which can effectively improve the fluidity of the material, and the size and surface finish of the product.
The following table of material temperature ranges is for reference only.
Material name | Mold temperature (℃) | Media type |
PP | 20-70 | Water temperature |
PS | 20-75 | Water temperature |
ABS | 30-80 | Water temperature |
PET | 110-140 | Oil temperature |
PC | 80-110 | Oil temperature |
PA66 | 60-100 | Oil temperature |
POM | 40-120 | Water temperature |
The connection method of the external water pipe of the plastic injection mold
1) Due to the nature of the material and the mold structure, after the product is molded, the plastic injection mold defects such as cracks scratches from mold release, and poor finish may occur due to the mold temperature being too low.
For example, the transparent product produced by using the PS material, stress cracking occurs after the product is taken out, and the local temperature of the mold temperature is raised, (use the method of the slider is connected with hot water) then can solve this defect well.
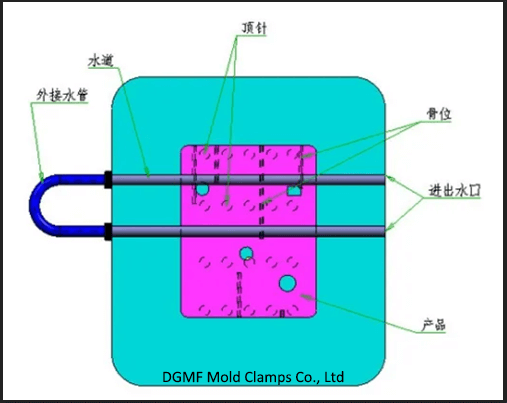
2) As mentioned in 1) – 7), the temperature difference between the inlet and outlet water is controlled at 3℃-5℃, but the long-term use of the injection mold will inevitably cause water blockage, as shown in the figure, when the water flow direction, the inlet water walks from above When it comes out below, the product tends to deform after being pushed out.
However, when the direction of the water flow is changed, the product enters from below and exits from above, the product does not appear to be deformed by ejection.
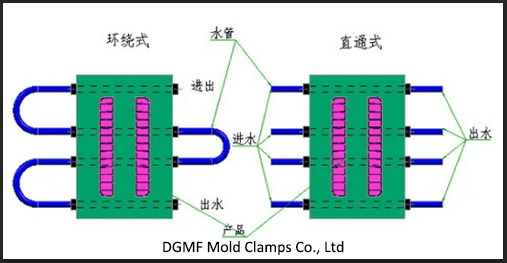
3) When there are many water channels in the injection mold when the mold is reinstalled, the straight-through water transport is usually changed to the wrap-around (series) water transport, but in production, the current-carrying capacity becomes smaller, (as shown in the figure (Long products are shown).
The temperature at the lower end of the mold core will be lower than the upper end, and the temperature of the upper and lower molds will be inconsistent, causing the product to warp and deform after removal.
You may also be interested in the below articles:
Summary Of 50 Injection Mold Structure Operation Dynamic Diagrams



