Precision toolmakers vises are used for precision works on grinders, milling machines, CNC machines, and machining centers, as well as for measurements and inspections.
The Precision Toolmakers Vises are the Precision manual Toolmakers Vises grinder high-precision right-angle vise 1.5 inches, 2 inches, 2.5 inches, 3 inches, 3.5 inches, 4 inches, 6 inches, 8 inches milling machine vice vise.
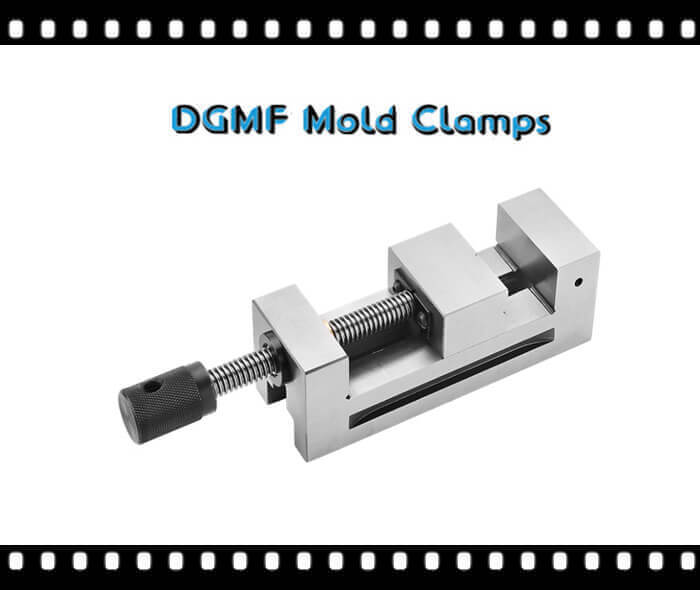
Precision Toolmakers Vises also known as machine vises are general-purpose fixtures, often used to install small workpieces. It is a random accessory for milling machines and drilling machines. It is fixed on the worktable of the machine tool and used to clamp the workpiece for cutting.
Type: Machine-use Precision Toolmakers Vises, hydraulic vise
Applicable machine tools: milling machines, drilling machines, grinders, CNC
Weight: 20-100KG
Made of high-quality alloy steel (forged 20 chromium manganese titanium) carburizing and quenching
The accuracy of each working surface is: parallel and vertical, 0.005mm/100mm
The hardness of the working surface: HRC58-62 degrees
Precision toolmaker vise size from 1.5″ to 8″
| Specification | L | A | B | J | H | E | F | G | N.W. |
| 1.5″ | 170 | 115 | 38 | 48 | 48 | 23 | 23 | 0-36 | 1.8KG |
| 2.0″ | 215 | 150 | 50 | 51.5 | 50 | 25 | 23 | 0-67 | 2.7KG |
| 2.5″ | 250 | 185 | 63 | 63 | 63 | 31 | 28 | 0-87 | 3.8KG |
| 3.0″ | 280 | 205 | 73 | 70 | 70 | 35 | 28 | 0-102 | 5.4KG |
| 3.2″ | 290 | 215 | 80 | 80 | 80 | 40 | 33 | 0-102 | 6.6KG |
| 3.5″ | 320 | 245 | 88 | 80 | 80 | 40 | 33 | 0-127 | 8.2KG |
| 4.0″ | 330 | 255 | 100 | 90 | 90 | 45 | 38 | 0-127 | 11.2KG |
| 5.0″ | 344 | 295 | 125 | 100 | 100 | 50 | 38 | 0-160 | 18.4KG |
| 6.0″ | 364 | 315 | 150 | 100 | 100 | 50 | 40 | 0-170 | 20.0KG |
| 8.0″ | 399 | 350 | 200 | 110 | 110 | 55 | 45 | 0-200 | 35.0KG |

Flat-nose pliers are used in milling machines, drilling machines, and grinders to clamp workpieces.
Rotate the lead screw with a wrench, and drive the movable clamp body to move through the lead screw nut to form tightening and loosening of the workpiece. The size of the clamped workpiece must not exceed 70 mm.
The assembly structure of the Precision Toolmaker Vises is a detachable threaded connection and a pin connection; the linear motion of the movable plier’s body is transformed by a spiral motion;
The working surface is the friction surface of the screw pair, the guide rail pair, and the shaft and hole of the clearance fit.
The Precision Toolmakers Vises are simple in composition and compact in structure.

When processing, especially when processing interrelated surfaces, the vertical, horizontal, and horizontal positions of the flat-nose pliers on the worktable should be carefully corrected before planning.
Clamp a parallel shim in the Precision Toolmaker Vise, and install a dial indicator on the knife holder, so that the contact of the dial indicator is in contact with the side of the parallel shim, and the compression of the watch is controlled at about 0.2 mm. Then move the ram to see if the dial indicator pointer is swinging.
If the hand does not move, the vertical position of the Precision Toolmaker Vise is correct; if the hands swing, loosen the nut of the flat-nose pliers base, and then turn the flat-nose pliers to adjust until the hands do not move.
Turn the angle of the Precision Toolmaker Vise over 90, so that the dial indicator is still in contact with the side of the parallel shim, and then move the workbench to adjust according to the swing of the needle.
The horizontal position of the Precision Toolmaker Vise should also be adjusted in both the horizontal and vertical directions.
When correcting the vertical level, clamp a square in the flat-nose pliers, make the dial indicator contact with the upper edge of the square, and then move the ram to adjust.
When correcting the horizontal level, put a parallel shim on the sliding surface of the Precision Toolmaker Vise’s body, and then contact the dial indicator contact with the upper plane of the parallel shim, move the workbench, and adjust according to the swing of the needle.
(1) The machined surface of the workpiece must be higher than the jaws, otherwise, the workpiece must be raised with parallel shims.
(2) In order to be able to clamp firmly and prevent the workpiece from loosening during planning, a relatively dry plane must be tightly attached to the shim and jaws.
To make the workpiece close to the shim, one side should be clamped, and the sub-surface of the workpiece should be tapped with a hand hammer. The smooth surface should be tapped with a copper rod to prevent the smooth surface from being damaged.
(3) When using a horn to clamp the workpiece, lightly hit the upper surface of the workpiece with a wooden hammer or a copper hand hammer to make the workpiece close to the horn.
After clamping, pull the shim by hand. If there is any looseness, it means that the workpiece and the shim are not well-fitted, and the workpiece may move during planning. The flat-nose pliers should be loosened and clamped again.
(4) When clamping a workpiece with poor rigidity, to prevent the workpiece from deforming, the weak part of the workpiece should be supported or cushioned first.
(5) If the workpiece is processed by scribing, the scribing disk or inner caliper can be used to correct the workpiece.


