After the read of this article. You will learn about how to design an injection mold cooling system and the factors that affect the cooling rate of products.
Design an injection mold cooling system introduction
In injection molds, the design of the cooling system is very important. This is because the molded plastic products can only be cooled and solidified to a certain rigidity to prevent the plastic products from being deformed by external forces after demolding.
Because the cooling time accounts for about 70% to 80% of the entire injection molding cycle, a well-designed cooling system can greatly shorten the injection molding time, improve injection molding productivity, and reduce costs.
An improperly designed cooling system will increase the injection molding time and increase costs; uneven cooling will further cause the warpage and deformation of plastic products.
According to the experiment, the heat from the melt into the injection mold is generally distributed in two parts, 5% of which is transferred to the atmosphere through radiation and convection, and the remaining 95% is conducted from the melt to the injection mold.
Due to the effect of the cooling water pipe in the plastic product, heat is transferred from the plastic in the injection mold cavity to the cooling water pipe through the injection mold frame by heat conduction and then is taken away by the cooling liquid through thermal convection. A small amount of heat that is not taken away by the cooling water continues to be conducted in the mold and spills into the air after contacting the outside world.
The injection molding cycle of injection molding consists of mold closing time, filling time, pressure holding time, cooling time, and demolding time. Among them, the cooling time accounts for the largest proportion, about 70% to 80%.
Therefore, the cooling time will directly affect the length of the plastic product molding cycle and the size of the output. During the demoulding stage, the temperature of the plastic product should be cooled below the thermal deformation temperature of the plastic product to prevent the plastic product from slackening caused by residual stress or warping and deformation caused by the external force of demoulding.
The factors that affect the cooling rate of products
Plastic mold design. Mainly the wall thickness of plastic molded products. The thicker the product, the longer the cooling time. In general, the cooling time is approximately proportional to the square of the thickness of the plastic molded product or proportional to the 1.6th power of the maximum flow channel diameter. That is, the thickness of plastic products is doubled, and the cooling time is increased by 4 times.
Injection mold material and its cooling method. Injection Mold materials, including injection mold cores, cavity materials, and injection mold base materials have a great influence on the cooling rate. The higher the thermal conductivity of the injection mold material, the better the effect of transferring heat from the plastic per unit time, and the shorter the cooling time.
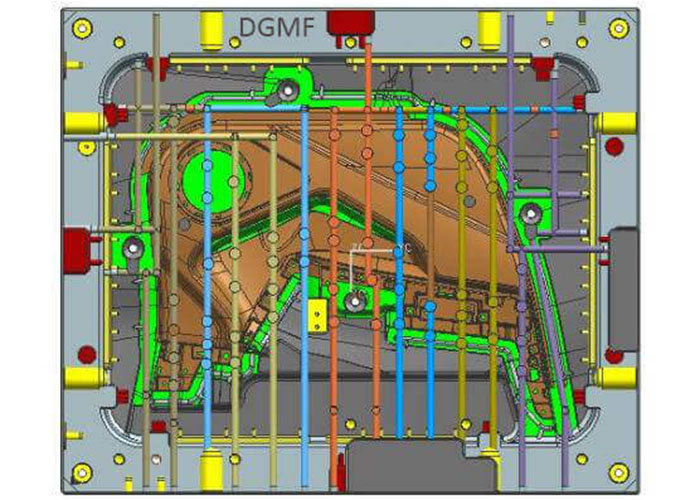
Cooling water pipe configuration.
The closer the cooling water pipe is to the mold cavity, the larger the pipe diameter, and the greater the number, the better the cooling effect and the shorter the cooling time.
Coolant flow.
The greater the flow of cooling water (generally to achieve turbulence is better), the better the effect of cooling water to remove heat by convection.
The nature of the coolant.
The viscosity and thermal conductivity of the coolant also affect the thermal conductivity of the mold. The lower the viscosity of the coolant, the higher the thermal conductivity, and the lower the temperature, the better the cooling effect.
Plastic choice.
Plastic refers to a measure of how fast plastic conducts heat from a hot ground to a cold place. The higher the thermal conductivity of the plastic, the better the thermal conductivity, or the lower the specific heat of the plastic, the easier the temperature changes, so the heat is easily dissipated, the thermal conductivity is better, and the cooling time required is shorter.
Processing parameter setting.
The higher the material temperature, the higher the mold temperature, and the lower the ejection temperature, the longer the cooling time required.
Cooling system design rules
The designed cooling channel should ensure that the cooling effect is uniform and rapid.
The purpose of designing the cooling system is to maintain the proper and efficient cooling of the mold. The standard size of cooling holes should be used to facilitate processing and assembly.
When designing the cooling system, the injection mold designer must decide the following design parameters according to the wall thickness and volume of the plastic part-the location and size of the cooling hole, the length of the hole, the type of hole, the configuration and connection of the hole, and the flow rate of the cooling fluid and heat transfer properties.
You may also be interested in the below articles:
Summary Of 50 Injection Mold Structure Operation Dynamic Diagrams



